
|
A LARGE CAPACITY, 24 TRACK, 2 INCH CONTINUOUS LOOP BIN REPRODUCER A LARGE CAPACITY, 24 TRACK, 2 INCH CONTINUOUS LOOP BIN REPRODUCER
Dale Manquen
Altair Electronics Inc.
1694 Calle Zocalo
Thousand Oaks, CA 91360
805/529-2496
ABSTRACT
The system architecture and design of a continuous loop bin reproducer intended for theme parks and large multimedia productions will be presented. Novel features include a servoed, closed-loop tape drive, a horizontal tape storage bin, and built-in test instruments and fault monitors. A technique using reproducer and tape parameters to optimize the entire audio chain - from master recording through to the theater show - will be described.
INTRODUCTION -
Murphy's Multitrack Law - The customer will always demand more audio channels
with higher performance and fewer failures in a smaller box for less money.
As multimedia presentations have grown in sophistication from a single-screen slide show to exotic productions with numerous animated figures performing within a mechanized environment, Murphy's Multitrack Law has been at work creating a seemingly insatiable appetite for audio reproducers with more and more channels. These needs are commonly satisfied by three tape formats: the NAB cartridge, reel-to-reel reproducers, and continuous loop bin reproducers.
Although the NAB cartridge format is well suited to continuous applications, the narrow tape width of only .25 inches imposes serious signal-to-noise and crosstalk limitations in applications requiring more than two audio channels and one control channel. A second set of limitations is due to the continuous layer-to- layer friction inherent in the tape pack that frequently produces premature mechanical failure of the cartridge. Lubricants added to the surfaces of the tape reduce this friction, but any variation in loop tension or decrease in lubricant efficiency can lead to speed variations, flutter, or a jammed cartridge. In addition, loose debris from the lubricant can produce signal dropouts at the reproduce head and traction reductions or slippage at the capstan.
Complex shows usually require more synchronized audio tracks that can be obtained from a single NAB cartridge. Rather than trying to synchronize several cartridges together by means of control tracks, the common solution is to adopt a non-cartridge format which permits more tracks to be used. Unfortunately, the format is usually chosen to minimize the tape width, in spite of the resultant need to squeeze many tracks onto a limited magnetic area.
If the "squeezing" is accomplished by narrowing the track width, several detrimental effects occur. The attendant loss of signal-to-noise ratio makes each track noisier, which is compounded by the fact that there are also more of these noisy tracks filling the listening area with noise. The dense spacing of narrow tracks also exaggerates crosstalk between tracks, degrading isolation. Small dropouts produced by tape wear constitute a larger fraction of the track width, creating greater signal losses. Similarly, tape guiding errors produce increased static and dynamic losses.
A far better way - from the performance standpoint - to increase the number of tracks is to widen the tape. Although the hardware must become more robust, the degree of precision of the tape transport need not increase. Since much of the cost increment for additional tracks is due to the increased cost of the magnetic head and reproduce electronics, the overall cost/performance ratio for a wider tape format can be significantly better than the track-narrowing approach.
Once a tape format has been selected, the choice between reel-to- reel and loop bin reproducers is partially dictated by the program. If a continuous show is required, a loop bin is preferred. Attempts to use reel-to-reel machines in pseudo-continuous mode require either a bi-directional deck with only half the total number of tracks in each direction or two interlaced machines that alternately play and rewind. Both of these methods are expensive and complex. The loop bin, on the other hand, is a very simple tape drive that need not be as expensive as its reel-to-reel counterpart. Through proper design, the following reel-to-reel components are rendered unnecessary:
1. Supply and takeup motors,
2. Tape tension servos
3. Fast forward/rewind logic
4. Motion sensors, and
5. Tape lifters.
The tape drive of a bin can be a single motor 'unit which offers both economy and reliability due to its simplicity.
The following discussion illustrates how the foregoing design considerations can be satisfied by a bin reproducer which equals or surpasses the performance of the best analog multitrack studio recorders available today.
OBJECTIVES
The overall objective of the design program was to create a family of integrated machines that were designed specifically for the multimedia market. Specific goals were:
1. A loop length of a least 30 minutes at 15 in/s (2400 ft.) ,
2. Up to 24 audio channels,
3. Excellent signal quality including signal- to-noise ratio, distortion, frequency response, dropouts, and flutter,
4. Inputs for external speed and logic controls,
5. Long tape running life (> 10,000 passes) ,
6. Preventive maintenance provisions, and
7. Rapid fault diagnosis and repair.
The above criteria were to be executed with conservative design rules to maximize reliability.
Two early decisions defined the major features of the machine: the tape drive and the bin configuration. Experimental work on a two inch bin by Altair Electronics in 1976 had demonstrated that a closed loop differential capstan drive, patented by 3M as the "Isoloop", was superbly suited to a wide-tape bin drive. The outstanding benefits of the Isoloop are complete flutter and tension isolation by the dual pinch rollers and self- generating tape tension which is solely a function of the geometry of the multi-ridged capstan. A direct-drive Isoloop capstan assembly was therefore the first design assumption.
Although the earlier experimental work had used a medium capacity vertical bin, tape wear in a vertical bin with 2400 ft. of 2 inch tape was projected to be too severe to achieve more than 10,000 passes with less than 1 dB of signal loss at 15 kHz. The new machine was therefore configured with a horizontal bin intended to hold a nominal load of 2400 ft. of 2 inch tape. The smooth migration of the six pound load of tape was to be assisted by a controlled flow of air. The major design obstacle for the bin was expected to be the method of keeping the tape loops upright since the stiffness of the tape is an inverse function of the tape width.
The audio system was configured with a relatively high impedance head feeding directly into an integrated circuit amplifier. A very low output impedance was chosen for the line driver to permit driving very long cables, with optional unity-gain isolation transformers provided for noisy applications.
IMPLEMENTATION
The first member of the desired family of bin loop products to be attempted was the top-of-the-line unit described below which uses 2 inch tape. This approach necessitated solving the tape drive and signal electronics problems for the most severe set of constraints anticipated for the entire family. The design of the other members of the family would then be a relatively straightforward task of "down-sizing" the original system for less demanding applications.

TAPE DRIVE
A primary objective of the tape drive was to achieve extremely good flutter performance across the full spectrum of mechanically- and scrape-induced flutter components. The Isoloop configuration, which has provided a benchmark in flutter performance for audio recorders for 20 years, was modified in several respects to maximize performance. First, the drive motor and polyester drive belt were replaced by a high-torque, printed-rotor motor and optical tachometer mounted directly to the capstan shaft. In addition to providing a hefty 48 ounces of tape tension capability, the resonance-free drive assembly permits a closed loop servo bandwidth of approximately 100 Hz.
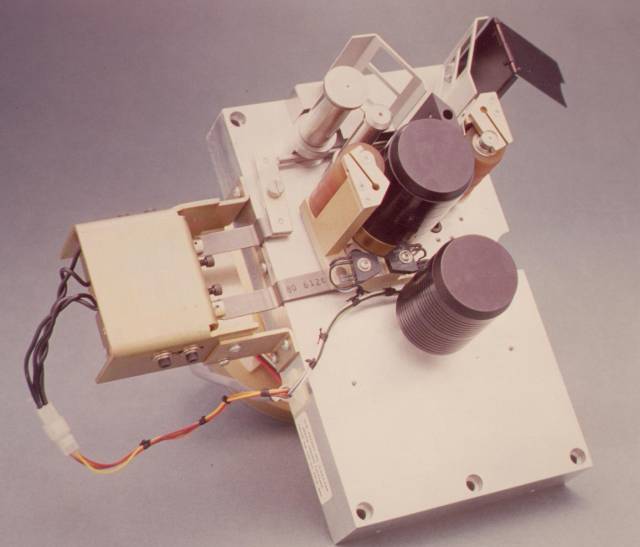
The reproduce head was moved to the outside of the tape loop to permit a 20% shortening of the length of unsupported tape that produces scrape flutter. (The absence of erase and record heads further reduces scrape flutter.) The resulting threading path with the oxide on the outside of the loop eliminates contact between the oxide surface of the tape and the metal surfaces of the capstan and turn-around or reversing idler. The only components on the entire machine that touch the tape oxide are one rotating guide, the reproduce head, two rubber pinch rollers, and the tape cleaner. The resulting oxide wear is so low that 5,000 play cycles of a 1.2 mil wavelength recording (12.5 kHz at 15 in/s) produced no measurable loss in signal level.
Since flutter testing on a reproduce-only machine requires a prerecorded test tape, several types of 24 track recorders were tested for flutter performance and the best unit was selected to make the test tape. Flutter readings for the bin of less than .05% RMS for components in the frequency band from .5 Hz to 250 Hz, and less than .07% RMS from .5 Hz to 5 kHz are nearly identical to the readings achieved on the recorder that made the test tape. These values, which represent a "best case" result for a first generation analog tape, can actually be achieved in the final product if digital recorders are employed throughout the preparation of the program material.
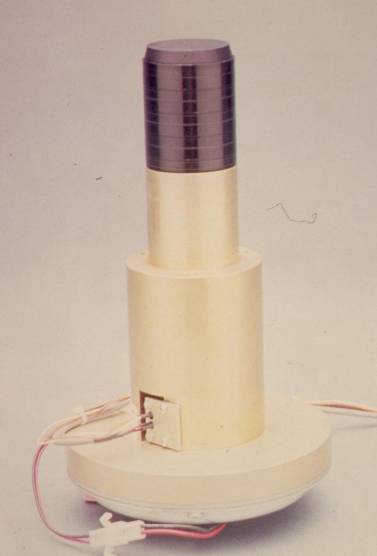
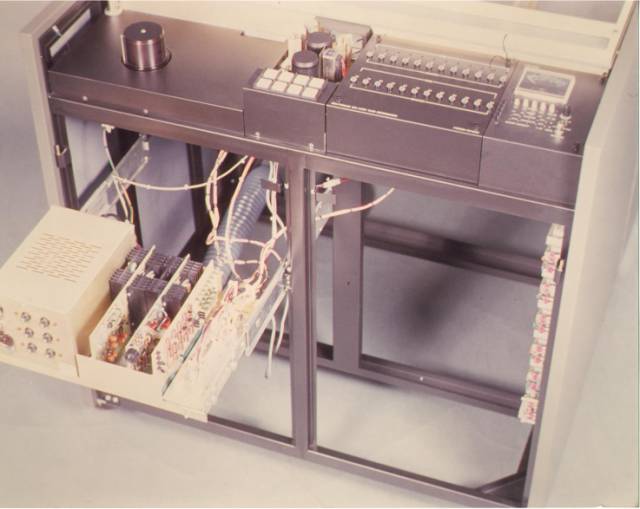
BIN
The bin consists of a horizontal storage cavity that has side walls that can be adjusted to accommodate a range of loop lengths. A hinged, transparent lid provides convenient access to the storage cavity and tape for cleaning or threading. A proprietary air control system uses airflow through the bin to establish three well-defined zones within the bin. The first zone encountered by the tape as it enters the bin is the entrance transition zone, a relatively narrow zone stretching from side rail to side rail and extending a few inches into the bin. Within this zone the incoming tape forms long loops reaching toward the side rails. These loops then press against the migrating tape pack that is being held at the downstream boundary of the entrance transition zone.
The middle section of the bin consists of the migration zone. In this region the loops of tape are forced toward the exit by a combination of forces due to the airflow and the looping of the tape. Each loop is similar to a hairpin spring, pressing against the adjacent strands. As strands are pulled from the bin at the exit, an imbalance of force develops, forcing the tape to move into the vacated region. New strands at the entrance end of the pack constantly replenish the loops.
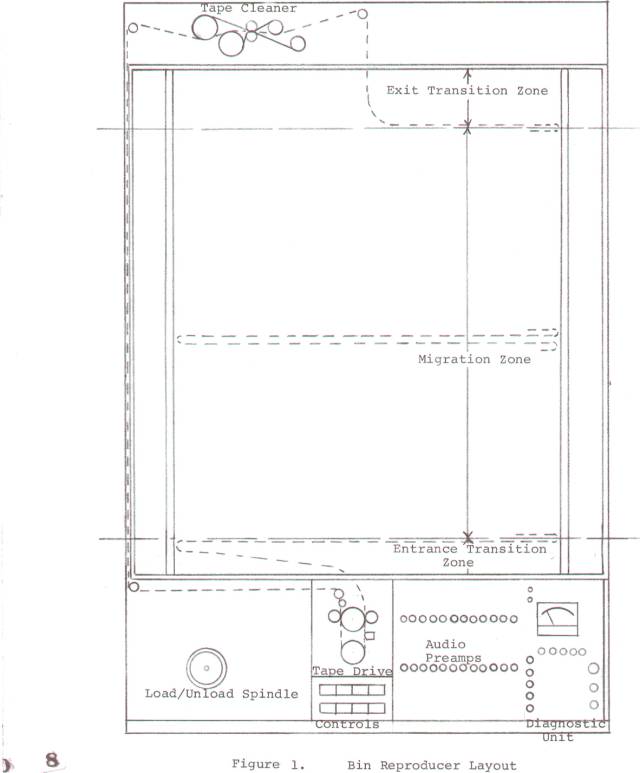
At the exit end of the bin another transition region is established to halt the migration of the pack before the rear wall is reached. The outermost strand is smoothly peeled from the pack, with only a light force of one or two ounces required to overcome the air pressure differential within the bin. The maximum loop length that has been tested in the bin is 3400 ft., a playing time of 45 minutes at 15 in/s. The adjustable side walls were not at their maximum position for this test, indicating the ultimate maximum load may exceed one hour in length.
The horizontal bin format provides a very important benefit with regard to tape creases and wrinkles. If the bin were oriented vertically, the bottom strand of tape would support the weight of the entire pack. During normal running, the pack is constantly migrating, minimizing the tendency for the ends of the loop to collapse. When the tape is stopped overnight, however, the pack settles in the bin, causing the ends of the loops to flatten out and crease. The creases become permanent deformations in the tape which lead to audio dropouts.
The horizontal bin preserves a uniform stacking between layers, preserving the radii of the loops at the outer ends of the strands. When the bin is shut down and the air system disabled, the pack expands slightly to fill the entrance and exit transition zones, eliminating any tendency to crease the tape. Storage tests up to three weeks duration at temperatures down to 50 degrees Fahrenheit show no restart problems. Minor 'waves' in the tape are noticeable when the tape is under very low tension, but the normal running tension in the head area easily overcomes these distortions to
provide uniform tape-to-head contact.

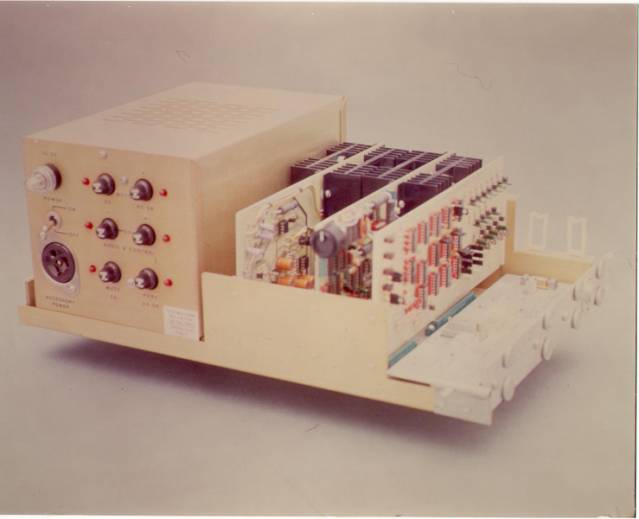
AUDIO SYSTEM
The packaging of the audio system is a radical departure from common practice: The entire audio chain - from the fixed azimuth reproduce head through the amplifiers and transformer to the output connectors - can be removed as a single unit. Both manufacturing and maintenance are thereby simplified since the entire audio chain can be completely pre-calibrated on a test fixture before being installed in a machine.

The audio signal path consists of a multitrack reproduce head, a booster amplifier, a combination equalize/current booster stage, and an output transformer. The gain and equalization adjustments cover reference flux levels from below 100 nW/m to above 600 nW/m and standard IEC and NAB equalization for 7.5, 15 and 30 in/s. Headroom is 20 dB above 0 VU with less than .01% distortion in the electronics. When using a flux loop equalized for IEC 15 in/s, the lower and upper -3 dB frequencies are 15 Hz and 40 kHz. The signal-to-noise summary in Table I indicates that the audio system is solely limited by tape noise.
TABLE 1
Signal-to-Noise Ratio
Reference Flux Level and Measurement Bandpass
200 nW/m 1040 nw/m 1040 nW/m
30 Hz-18 kHz 30 Hz-18 kHz 400 Hz-18 kHz-
Standby Mode 60 dB 74 dB 82 dB
Bulk Erased Tape 55 dB 69 dB 74 dB
Biased Tape (typical)* 52 dB 66 dB 70 dB
The excess noise due to bias is determined by the characteristics of the tape and master recorder, not the bin reproducer.
The output characteristics of the audio chain have been selected to accommodate several possible types of bin installations. If the output transmission line from the bin to the load is short, the output transformer can be strapped for a nominal 600 ohms. As the transmission lines become long, however, the load on the output circuit approaches the characteristic impedance of the line. Since most audio cables have a characteristic impedance of 90 to 200 ohms, a nominal impedance level of 150 ohms is more appropriate for long lines. The long lines also exhibit severe variations in impedance at low and high frequencies. To minimize errors due to these effects, the output impedance at the output connector has been held to less than 10 ohms when strapped for a nominal 150 ohm load. The 0 VU level for 150 ohm operation is +4 dbm150 ohms (.612 V RMS) . Applications that do not require the isolation of the transformer permit bypassing the transformer completely, providing a capacitively-coupled voltage-source drive.
To avoid catastrophic shutdown of the entire audio system if one defective component should short a power supply line, each audio channel has isolating fuses on both power supply lines. Since the loss of a single track might go unnoticed for a long time, a fuse monitor is included on each card to sound an alarm that alerts an attendant. The monitor also activates a LED on the card to aid the attendant in finding the faulty board.
An output muting circuit has been included to minimize turn-on and turn-off transients and to facilitate troubleshooting. A dummy load is automatically placed across the amplifier output during muting to simulate normal operating conditions for testing purposes.
Each audio card also contains an alternate action pushbutton switch that connects the output to the summing bus of the on-board monitor amplifier described in the next section.
DIAGNOSTIC UNIT
A common problem with modern multitrack recorders is that no provisions exist for the operator to directly access the output of the machine. One cannot plug in a pair of headphones to check an individual track or to scan through all of the outputs to locate a problem. This capability, however, is essential in a typical multimedia application where the loudspeakers are far removed from the room containing the playback equipment. To fill this need, Altair Electronics developed a versatile diagnostic unit that permits the operator or maintenance technician to quickly access and measure key parameters of the bin system.

The unit consists of five major parts:
1. A voltmeter capable of measuring output signals over the entire dynamic range of. the system,
2. A high performance flutter meter,
3. An amplitude modulation detector,
4. An ammeter reading capstan motor current, and
5. Voltage monitors for the audio bipolar power supply.
The function and sensitivity range are selected by a matrix of pushbutton switches located adjacent to the multiscale meter.
The voltmeter covers the total dynamic range of the reproducer in ten steps of 10 dB each, ranging from -70 VU to +20 VU. Since the ranges from -20 VU to +20 VU are intended for setting levels, checking frequency response, and measuring distortion, the frequency response has been held flat in the:audio band, with -3 dB points at .5 Hz and 100 kHz. The ranges below -20 VU, which are intended for noise measurements, include a bandpass filter with -3 dB points at 30 Hz and 18 kHz.
The flutter meter and AM detector are similar to the Altair Electronics Tape and Transport Diagnostic System (T2DS) described at this Convention in 1980 (preprint #1637). A phase lock loop demodulator operating at 12.5 kHz provides flutter components from an in-phase phase detector and AM components from a quadrature phase detector. Bandpass filters limit the measurement bandwidth to .5 Hz to 250 Hz for mechanical flutter components or .5 Hz to 5 kHz for broadband measurements which include scrape flutter. The flutter readout ranges are .1% and .3% full scale with a residual noise below .01%; AM ranges are 1.0% and 3.0% with a residual noise below .1%. The meter is average responding, RMS calibrated to yield flutter readings that relate to the NAB standard for flutter.
The outputs of the voltmeter and demodulator circuits are fed to an adjustable-gain headphone amplifier so that the operator can use the real-time analysis capability of the human ear to provide a qualitative evaluation of system performance. A BNC connector in parallel with the metering circuit provides a convenient access point for attaching outboard instruments such as distortion or spectrum analyzers and an oscilloscope.
The ammeter function provides a direct readout of the current in the capstan drive motor over a range of 0 - 10 amps. Preventive maintenance procedures using the ammeter function permit not only dynamic testing of servo motor performance and motor protection circuits, but also testing and adjusting the amount of motor torque required to drive each of the capstan pinch rollers. While monitoring motor current to determine motor torque, the linkage of the pinch roller solenoids can he adjusted to provide a uniform value of pinching force, guarantying consistent tape tensioning at the reproduce head. The pressure and volume of air flowing through the bin can also be adjusted by using the motor current as an indicator of drag as the tape is pulled from the bin.
The power supply voltage monitors consist of LED indicator's driven by voltage comparators that verify that the audio power buses are above 95% of nominal voltage.
CONTROL SYSTEM
The basic operating modes consist of Play, Load, Unload, and Stop. A reflective foil detector permits the operator to program an automatic stop at the end of each program. A selector for internal or external speed reference for the capstan servo permits the operator to quickly assume control of the machine during startup or servicing.
Status monitors check critical functions that might lead to operator errors or malfunctions. If the operator should -fail to thread the tape correctly or to close and secure the bin lids, a fault indicator is illuminated and bin operation is inhibited. Other system failures that also activate the fault mode include a loss of air supply pressure and a blown fuse in any of -the power supplies. Indicated faults requiring operator attention, but not important enough to shut down the system include a blown fuse on an audio card or the need to change a roll of tape wiper fabric on the tape cleaner. Buffered outputs -from these fault monitors are available on a status monitor connector.
APPLICATIONS INFORMATION
The end result that is achieved with a multimedia audio system is very dependent upon the proper choice of operating levels for each component in the audio chain, from the original recording sessions through to the loudspeakers in the theater. To properly utilize a reproducer with studio-grade performance, the following analysis should be made:
First, the signal-to-noise ratio, transfer characteristics, frequency response, and flutter of each of the recording devices should be determined. This information is used to construct a dynamic range envelope for each device.
Second, the transfer levels of each step are set to optimize the dynamic range of the final product.
Third, the composite flutter performance can be estimated by RMS addition of the flutter contributions of each recorder. Breaking the flutter spectrum into bands will help to distinguish the various sources of flutter and their effects.
The optimization of these parameters through proper choice of equipment, tape type, and operating levels can achieve the maxi- mum possible quality in the final program. In the extreme case, if digital audio recorders are used throughout the mastering sequence, the final result delivered to the audience will approach the quality of a first generation analog master tape that is normally only heard in a recording studio. The added realism in dialog, music, and sound effects greatly enhances the intimacy of the production, bringing more life to the world of fantasy.
ACKNOWLEDGEMENT
The author gratefully acknowledges the design contributions of Vern Seravic, Jay Richardson, Roger Parker, and Filip Popovic; the critical reviews of Jack Williams; and the tolerance and assistance of my wife, Beth, who endured the 25 hour workdays required by a very brisk schedule.